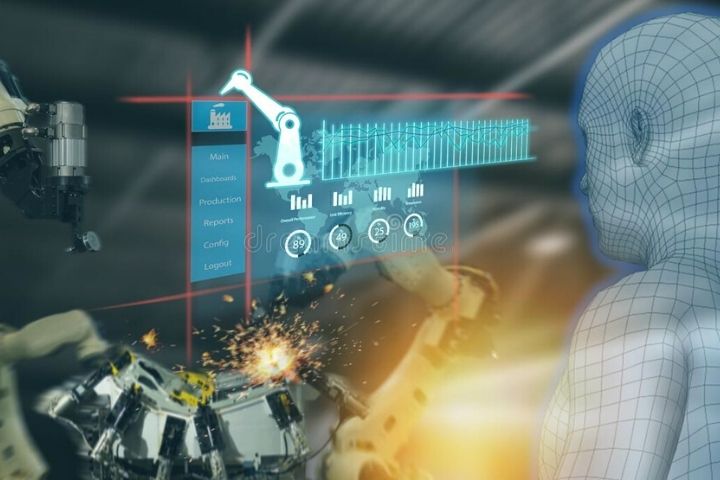
Artificial Intelligence in industrial manufacturing is defined as the intelligence that machines have to perform tasks similar to those of humans, such as responding to internal and external events or even anticipating them autonomously. In this last post on Artificial Intelligence, we are going to focus on describing the 10 Surprising Ways AI Transforms manufacturing processes.
Smart Factories
If dispatches can be automated, factories even more so. Today there is a wide variety of robots available to any company, regardless of its size, which use AI to perform much more precise actions and make decisions in real-time, adapting to each type of production process. For example, collaborative robots improve safety by making it possible to take advantage of the cognitive capacity of people, focusing on providing automatic and repetitive capacity in work processes, while also being easy to reprogram, transport and install.
It is not just that human labor is more productive, but Artificial Intelligence in industrial manufacturing leads to optimal utilization of existing machinery on the manufacturing floor. With Big Data and Artificial Intelligence, we are able to collect millions of data that are recorded daily in plants, process them and act before problems or defects arise in the processes. We can identify anomalies and breakdowns, predict unexpected stops, replenish inventory, identify and predictively solve quality problems, monitor safety problems of people or facilities, etc. In short, AI is a new business model that makes it possible to speed up and optimize production processes.
Flexible Manufacturing
By merging AI with Robotics we can increase uptime and perform tasks for flexible manufacturing demand. Robots can monitor their own accuracy and performance, autonomously notifying if they require maintenance to avoid costly downtime, or can even be easily reprogrammed to perform new tasks. For example, by applying AI techniques based on Deep Learning to intelligent robots in a food factory, we are able to detect different types of food running on the same production line, to later be extracted or stored, optimizing the storage space and minimizing waste.
Custom Product Manufacturing
The client is becoming the new market standard and here Artificial Intelligence is key to decide and accept adjustments based on data provided by the end client, which will be taken into account in the design. Thanks to AI we can more quickly design products that adapt to particular needs, maintaining the efficiency of mass production in order to remain competitive. In turn, virtual reality is of great help to designers when it comes to digitally simulating a product before it is manufactured and thus interacting with it for testing.
Smart Provisioning
In companies, AI helps anticipate demand and based on that demand make long-term purchase decisions, at a certain price and in certain quantities, to supply and adapt the company’s productive capacity.
Stock Control
Intelligent stock management can be done by installing cameras with “Artificial Vision” connected to a previously trained system. Its algorithms can detect if an inventory needs to be replenished and then an order can be sent to the appropriate manufacturing plant or distribution center to fulfill the request immediately.
Another possibility is to manage the inventory with photos of invoices and delivery notes. This can be possible with an OCR system , taking a photo of any document. The program reads the information and saves it where it belongs. With a photo, the information is already available, both on the products that are being received, as well as the quantity and the price paid.
Predictive Maintenance
Artificial Intelligence in industrial manufacturing is also used to anticipate when a machine is going to start to fail. The machines generate constant data every second in their operation, allowing us to carry out predictive maintenance. Detecting failures before they happen based on data and statistics is using AI to predict what will happen in the future. These tasks are already being implemented in many companies: Prescribe how a machine must be used or maintained so that it does not have failures.
Quality Controls
Quality is another thing that greatly affects productivity. Vision cameras are being installed in almost all companies to analyze if a product has failed. With AI, you try to see what elements fail: if it is the raw material, the manufacturing process, etc.
Energy Efficiency
There are also intelligent energy management systems that make it possible to optimize the cost of energy to the maximum, while ensuring maximum comfort for users. What is the difference between a traditional system and one that applies Artificial Intelligence in industrial manufacturing? In the traditional system, if it starts to get hot, the temperature is lowered. While with AI you have a really efficient model. Through sensors that calculate the number of people, the outside temperature, etc., data is obtained and the system makes its own decisions.
Smart Logistics
In this field, the main applications of AI are related to setting a dynamic “pricing”, based on the particular situation of each moment: Supply, demand, weather conditions, level of competition, optimization of routes in real-time to minimize inefficiencies, transport with an empty vehicle or the simplification and digitization of processes (chatbots, computer vision or natural language processing).
Detect And Avoid Cyber Attacks
AI-based computer security also makes it possible to work with predictions, anticipating cyberattacks when they have not yet occurred. Thanks to Big Data and the Internet of Things, machine learning systems, based on AI standards, help prevent possible attacks. Machine learning is capable of efficiently managing a vast set of data that comes from a connected world in real-time. The data they use is extracted in real-time and from historical data, creating patterns of anomalous behavior that can hide a vulnerability and quickly set indicators of attack and threats.







![TamilRockers Proxy 11 Mirror-Sites [Updated 2022] & How to Unblock It](https://www.techsplashers.com/wp-content/uploads/2022/01/TamilRockers-Proxy-11-Mirror-Sites-Updated-2022-How-to-Unblock-It.jpg)
Leave a Reply